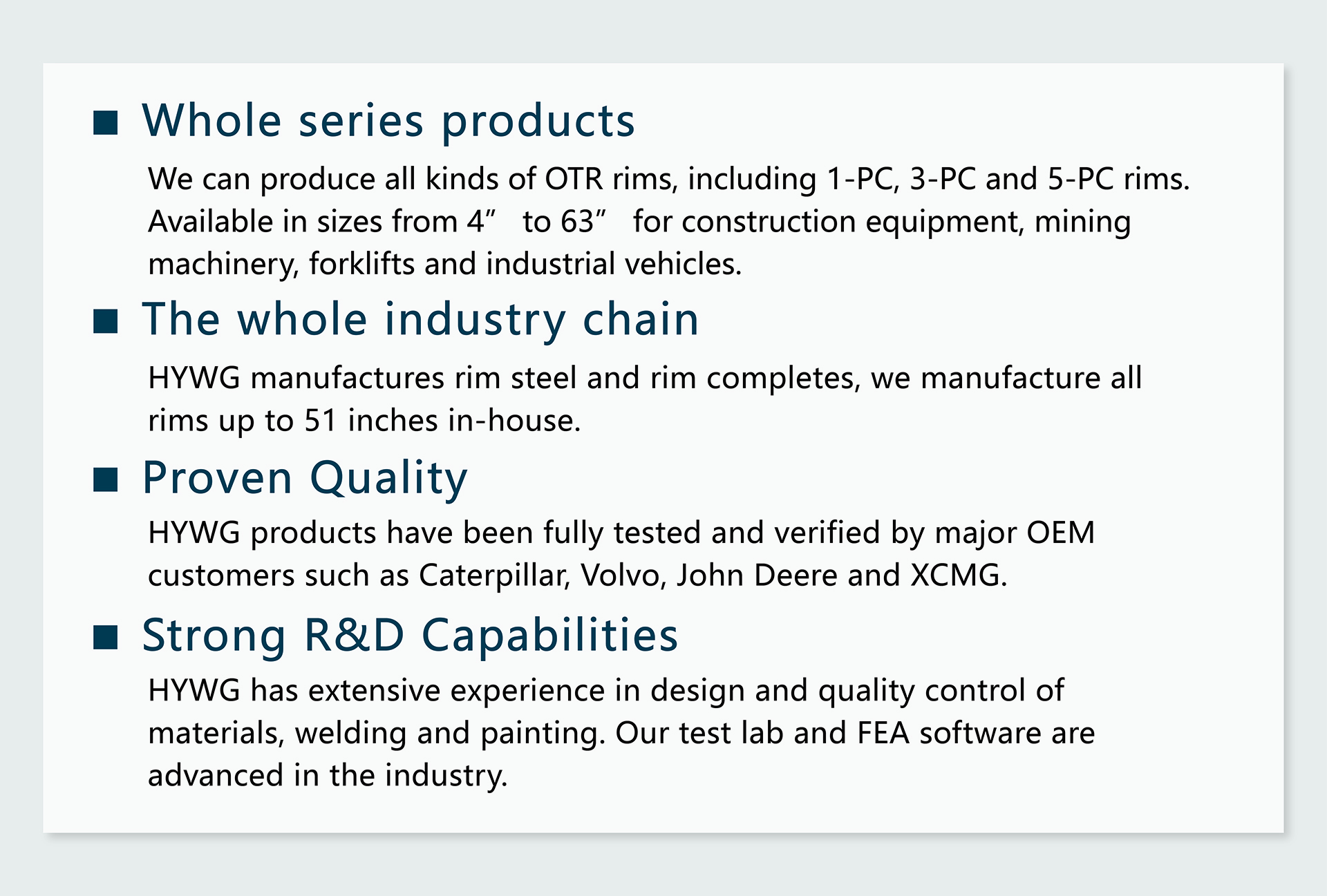
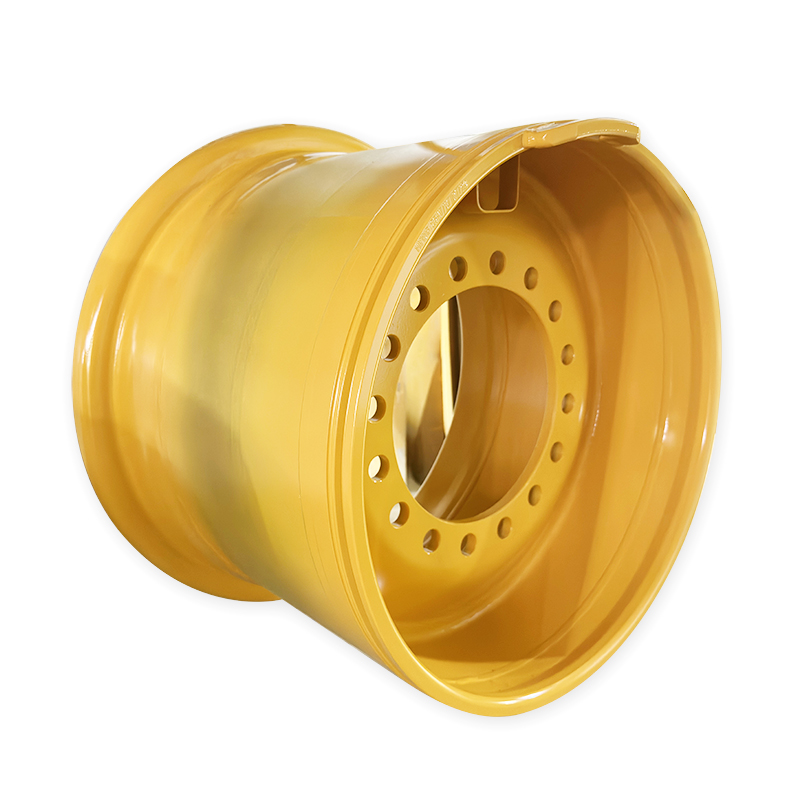
17.00-25/1.7 rando por Konstrua Ekipaĵo Radŝarĝilo




Original Equipment Manufacturer (OEM) radoj, ankaŭ konataj kiel akciaj radoj, estas la radoj kiuj venas normaj sur veturiloj kiam ili unue estas produktitaj. La procezo de fabrikado de OEM-radoj implikas plurajn paŝojn, inkluzive de dezajno, materiala elekto, fandado aŭ forĝado, maŝinado, finado kaj kvalito-kontrolo.
Volvo Radŝarĝiloj tipe havas ecojn kiel ekzemple:
1. **Dezajno**: OEM-radoj komenciĝas per dezajna fazo, kie inĝenieroj kaj projektistoj kreas la specifojn de la rado, inkluzive de dimensioj, stilo kaj ŝarĝokapacito. La dezajno ankaŭ pripensas faktorojn kiel ekzemple la pezo de la veturilo, spektaklopostulojn, kaj estetikon.
2. **Materia Elekto**: La elekto de materialo estas kerna por la forto, fortikeco kaj pezo de la rado. La plej multaj OEM-radoj estas faritaj el aŭ aluminialojo aŭ ŝtalo. Aluminaj alojaj radoj estas pli oftaj pro sia pli malpeza pezo kaj pli bona estetiko. La specifa aloja komponado estas elektita surbaze de la dezirataj propraĵoj de la rado.
3. **Fandado aŭ Forĝado**: Estas du ĉefaj produktadmetodoj por krei OEM-radojn: fandado kaj forĝado.
- **Fundado**: En fandado, fandita aluminia alojo estas verŝita en ŝimon, kiu havas la formon de la rado. Ĉar la alojo malvarmiĝas kaj solidiĝas, ĝi alprenas la formon de la ŝimo. Tiu metodo estas ofte uzita por kreado de malsimplaj dezajnoj kaj estas pli kostefika por produktado de granda nombro da radoj.
- **Forĝado**: Forĝado implikas formi varmigitajn aluminialojojn per altpremaj gazetaroj aŭ marteloj. Ĉi tiu metodo tipe donas pli fortajn kaj pli malpezajn radojn kompare kun gisado, sed ĝi estas pli multekosta kaj pli taŭga por spektaklo-orientitaj veturiloj.
4. **Maŝinado**: Post fandado aŭ forĝado, la radoj trapasas maŝinan procezon por rafini sian formon, forigi troan materialon kaj krei trajtojn kiel spokdezajnojn, lugnuksajn truojn kaj la muntan surfacon. Komputil-kontrolitaj maŝinoj certigas precizecon kaj konsistencon en ĉi tiu etapo.
5. **Finado**: La radoj spertas diversajn finprocezojn por plibonigi sian aspekton kaj protekti ilin kontraŭ korodo. Ĉi tio inkluzivas pentradon, pulvoran tegaĵon aŭ apliki klaran protektan tavolon. Iuj radoj ankaŭ povus esti poluritaj aŭ maŝinprilaboritaj por krei specifajn surfacajn teksturojn.
6. **Kvalita Kontrolo**: Laŭlonge de la produktada procezo, striktaj kvalitkontrolaj mezuroj estas en la loko por certigi, ke la radoj plenumas sekurecajn, agadojn kaj estetikajn normojn. Ĉi tio inkluzivas testadon pri struktura integreco, ekvilibro, grandeco kaj surfaca finpoluro.
7. **Testado**: Post kiam la radoj estas fabrikitaj kaj finitaj, ili estas submetitaj al diversaj provoj kiel radiala kaj flanka laceca testado, trafa provo kaj streĉa provo. Ĉi tiuj provoj helpas kontroli la forton kaj fortikecon de la radoj sub malsamaj kondiĉoj.
8. **Pakado kaj Distribuado**: Post pasigado de kvalito-kontrolo kaj testado, la radoj estas pakitaj kaj distribuitaj al aŭtomobilaj muntaj fabrikejoj por instalado sur novaj veturiloj. Ili ankaŭ povus esti haveblaj kiel anstataŭaĵoj por postmerkata uzo.
Ĝenerale, la procezo de fabrikado de OEM-radoj estas kombinaĵo de inĝenieristiko, materiala scienco, precizeca maŝinado kaj kvalito-kontrolo por certigi, ke la radoj plenumas sekurecajn, agadojn kaj estetikajn normojn kompletigante la dezajnon kaj funkciecon de la veturilo.
Pli da Elektoj
| Radŝarĝilo | 14.00-25 |
| Radŝarĝilo | 17.00-25 |
| Radŝarĝilo | 19.50-25 |
| Radŝarĝilo | 22.00-25 |
| Radŝarĝilo | 24.00-25 |
| Radŝarĝilo | 25.00-25 |
| Radŝarĝilo | 24.00-29 |
| Radŝarĝilo | 25.00-29 |
| Radŝarĝilo | 27.00-29 |
| Radŝarĝilo | DW25x28 |